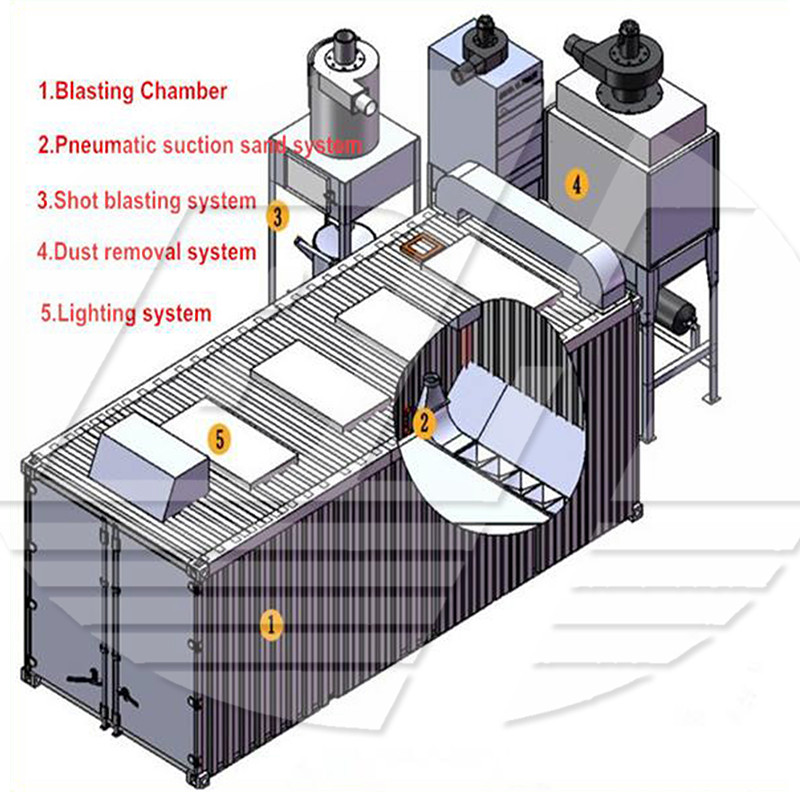
BHQ26 röð sandbast skápur með handbók
1.Hvað er sandblástursskápur
Sumir kalla líka sandblástursvélar, sandblásturstank, flytjanlegan sandblásara, opnar sandblástursvélar og svo framvegis.Nöfnin eru mismunandi en hafa í raun sömu merkingu.Getur unnið aðskilið, en í flestum tilfellum virkar það með sprengirými.


Samsetning sandblástursskáps ——
Almennt séð eru íhlutirnir sem hér segir:
1).sandblásturstankurinn:
Þykkt stálplötunnar sem notuð er fyrir mismunandi rúmmál tanksins og rót sandblástursvélarinnar er mismunandi.Því stærra sem rúmmálið er, því þykkari er stálplatan.Þetta er aðallega ákvarðað af þrýstihylkisverksmiðjunni í samræmi við raunverulegar aðstæður.
Það eru tvær gerðir af sandlokum og sandlokum: handvirkt eða loftvirkt.Handvirkt er nauðsynlegt að opna sandventilinn handvirkt og gas opnast sjálfkrafa af gasinu.
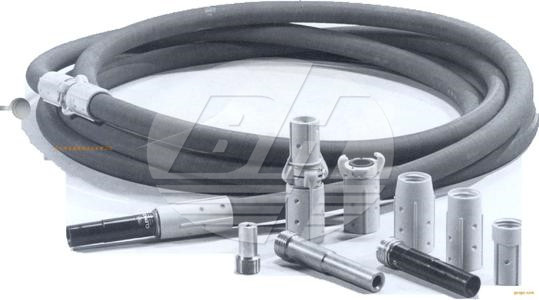
2).Sandblástursrör (staðall er 10m/20m)
3).Öryggisventill
Notkunarþrýstingur sandblásturstanks er almennt 8 kg.Hlutverk öryggisventils Þegar gasþrýstingur fer yfir 8KG mun hann tæma sjálfkrafa.Til að vernda sandblásturstankinn
4).Sandblástursbyssu: Samkvæmt efninu má skipta henni í bórkarbíð, álstál, wolframkarbíð, járn og svo framvegis.
Varanlegur er bórkarbíð og endingartíminn er yfirleitt 500-700 klukkustundir.
Í öðru lagi er endingartími wolframkarbíðs og stálblendis yfirleitt 300-400 klukkustundir,
Járn er aðeins hægt að nota í 10 tíma, fáir hafa notað það.
Rafeindastýrikerfi og aðrir íhlutir.
2.Working meginregla flytjanlegur sandblaster
Vinnureglan um sandblástursvél er frábrugðin skotblástursvél.Sprengingarvélin notar miðflóttaafl til að framkvæma skotsprengingar.Sandblástursvélin er knúin af þrýstilofti og úðar slípiefni (bæði málm- og ómálmsandi) á yfirborð vinnustykkisins.Vegna þrýstingsáhrifa fer slípiefnið í sandtankinum í gegnum sandlokann og blástursrörið til úðabyssunnar og slípiefnið er kastað út á miklum hraða, sem breytir vélrænni eiginleikum ytra yfirborðs vinnustykkisins.Vegna áhrifa og skurðaráhrifa slípiefnisins á yfirborð vinnustykkisins, Til að fá ákveðna hreinleika og mismunandi grófleika á yfirborði vinnustykkisins, bæta vélrænni eiginleika yfirborðs vinnustykkisins, þannig að bæta þreytuþol vinnustykkisins, auka viðloðunina á milli þess og húðunarinnar og lengja húðina. Ending filmunnar stuðlar einnig að jöfnun og skreytingu á húðinni, fjarlægir óhreinindi, hávaða og oxíðlög á yfirborðinu, á sama tíma og yfirborð miðilsins er gróft, sem veldur leifar álags á yfirborð undirlagsins og bætir hörku undirlagsyfirborðsins.
3.Main forskrift fyrir flytjanlegur sandblásari
4. Rafmagnstap á sprengjutanki
1).Uppsetning loftgjafa sandblástursvélarinnar er almennt 6m³/mín (loftnotkun einnar úðabyssu, ef hún er N, er nauðsynleg uppsetning loftgjafa N*6m³/mín.
| Tegund vöru | Q0250 | Q0250A-Ⅱ | Q0250A-Ⅱ-LX | ||
| Rúmmál í tankinum (m3) | 0,5 | 0,7 | 0,82 | ||
| Loftþrýstingur (Mpa) | 0,5-0,6 | 0,5-0,6 | 0,5-0,6 | ||
| Losaður skammtur (kaliber=φ10)(kg/klst.) | 1800-2280 | 1 byssa | 1800-2280 | 1 byssa | 1800-2280 |
| 2 byssur | 3600-4560 | 2 byssur | 3600-4560 | ||
| Loftnotkun (m3/mín) | 6.1 | 1 byssa | 6.0 | 1 byssa | 6.0 |
| 2 byssur | 12.0 | 2 byssur | 12.0 | ||
| Lengd sprengirörs (mm) | 7000 | 7000 (2 stk) | 7000 (2 stk) | ||
| Stjórna leið | Fjarstýring | Fjarstýring | Fjarstýring | ||
| Mál (mm) | 1036*812*1860 | 1120*900*1890 | 1086*812*2060 | ||
| Þyngd (kg) | 396 | 500 | 690 | ||
2).Loftþrýstingurinn sem sandblástursvélin krefst er 0,5-0,6mpa (ef þrýstingurinn er of lágur verður sandblástur veik og hreinsunaráhrifin verða fyrir áhrifum).
3).Magn sandblásturs/skotblásturs á klukkustund af sandblástursvélinni er 1800-2100 kg.
4). Umsóknarsvið sandblásturs
a.Formeðferð: allar sprengingarmeðferðir áður en þær eru þaknar, svo sem rafhúðun, málun, úða osfrv., yfirborðið er algerlega hreint og á sama tíma bætir viðloðun og tæringarþol hjúplagsins til muna.
b.Formeðferð áður en yfirborð hlutanna er hreinsað: kalkhreinsun, leifar og óhreinindi málmhluta eins og steypu, stimplunarhluta, suðuhluta, hitameðhöndlunarhluta;yfirborðshreinsun á vörum sem ekki eru úr málmi, fjarlæging á svörtum blettum á yfirborði keramikefna og minnkun málningarmynsturs o.fl.
c.Endurnýjun á gömlum hlutum: endurnýjun og þrif á öllum hreyfanlegum hlutum eins og bifreiðum, mótorhjólum, rafvélabúnaði o.s.frv. Á sama tíma útrýma þreytuálagi og lengja endingartímann.
d.Frágangsvinnsla á yfirborði vinnustykkisins: allar málmvörur og vörur sem ekki eru úr málmi (plast, kristal, gler osfrv.) Yfirborðsspor eru eytt og argon þoku yfirborðsmeðferðin gerir yfirborð vörunnar uppfært.
e.Myglameðferð: Argon létt þokuyfirborðsmeðferð á yfirborði moldsins, grafísk framleiðsla og moldhreinsun, til að skemma ekki moldaryfirborðið, til að tryggja nákvæmni moldsins.
f.Burrmeðhöndlun: Véluðu hlutarnir eru fjarlægðir með litlum burrum og plasthlutum innspýtingarhlutanna er eytt.
g.Endurvinnsla á óæskilegum vörum: fjarlæging á óæskilegri vöruhúð, fjarlæging á óæskilegum litarefnum á yfirborði og fjarlæging á prentun.
h.Styrking: auka yfirborðshörku málmhluta og útrýma streitu, svo sem yfirborðsmeðhöndlun flugvélablaða, gorma, vinnsluverkfæra og vopna.
i.Æsing og hálkuvinnsla: ætingarmynstur, texta- og hálkumeðhöndlun á yfirborði málmvara og málmvara, svo sem: marmara, hálkuvarnarhandföng, innsigli, stele letur osfrv.
j.Denimfatameðferð: Denimfatnaðurinn er mattur, hvítleitur og kettisáráhrif náð.
5. Kostir sandblástursskáps:
1).Málmhlutar sandblástursvélarinnar eru í grundvallaratriðum ekki skemmdir og víddarnákvæmni mun ekki breytast;
2).Yfirborð hlutarins er ekki mengað og slípiefnið bregst ekki efnafræðilega við efni hlutans;
3).Sandblástursvélin ræður auðveldlega við óaðgengilega hluta eins og rifur og íhvolfur og hægt er að velja ýmsar stærðir af slípiefnum til notkunar;
4).Vinnslukostnaður er mjög minni, aðallega endurspeglast í því að bæta vinnu skilvirkni sandblástursvélarinnar, sem getur uppfyllt ýmsar kröfur um yfirborðsfrágang;
5).Lítil orkunotkun og lítill kostnaður;
6).Sandblástursvélin mengar ekki umhverfið og útilokar kostnað við umhverfismeðferð;